

GH3044
GH3044是固溶强化镍基抗氧化合金,在900℃以下具有高的塑性和中等的热强性,并具有优良的抗氧化性和良好的冲压、焊接工艺性能,适宜制造在900℃以下长期工作的航空发动机主燃烧室和加力燃烧室零部件及隔热屏、导向叶片,供应的品种有板、带、丝、管、棒材和环形件等。
GH3044(GH44)
GH3044 相近牌号
ЭИ686,ХН60ВТ,ВЖ90(俄罗斯)。
1.3 GH3044 材料的技术标准
GJB 2612-1996 《焊接用高温合金冷拉丝材规范》
GJB 1952-1994 《航空用高温合金冷轧薄板规范》
GJB 3020-1997 《航空用高温合金环坯规范》
GJB 3165-1998 《航空承力件用高温合金热轧和锻制棒材规范》
GJB 3317-1998 《航空用高温合金热轧板材规范》
GJB 3318-1998 《航空用高温合金热轧带材规范》
GH3044(GH44)化学成分
| % | C | Cr | Ni | w | Mo | Al | Ti | Fe | Mn | Si | P | S |
| Min | - | - | - | - | - | - | - | - | - | - | - | - |
| Max | ≤0.10 | 23.5-26.5 | 余 | 13.0-16.0 | ≤1.50 | ≤0.50 | 0. 30 -0.70 | 4.0 | 0.5 | 0.8 | 0.013 | 0.013 |
注:GJB2612-1996还规定ω(Cu)≤0.20%;GJB3317-1998和GJB3318-1998规定ω(Cu)≤0.07%。
. GH3044 热处理制度 热轧和冷轧板及带材供应状态的固溶处理温度为1120~1160℃,空冷,供应状态进行材料性能检验。
.GH3044 品种规格和供应状态 可供应δ4~14mm热轧板,δ0.5~4mm冷轧板、δ0.1~0.8mm带材、直径d0.3~10mm、d20~300mm棒材和各种直径的环形件。板材和带材于固溶、酸洗、切边后供应;丝材于冷拉、固溶酸洗或半硬态供应,棒材和锻件不经热处理供应。
.GH3044 熔炼和铸造工艺 合金采用电弧炉、非真空感应炉或真空感应炉+电渣重熔或真空电弧重熔工艺熔炼。
. GH3044 应用概况与特殊要求 合金用于制作航空发动机住燃烧室和加力燃烧室的板材冲压和焊接结构件以及安装边、导管和导向叶片等零部件。
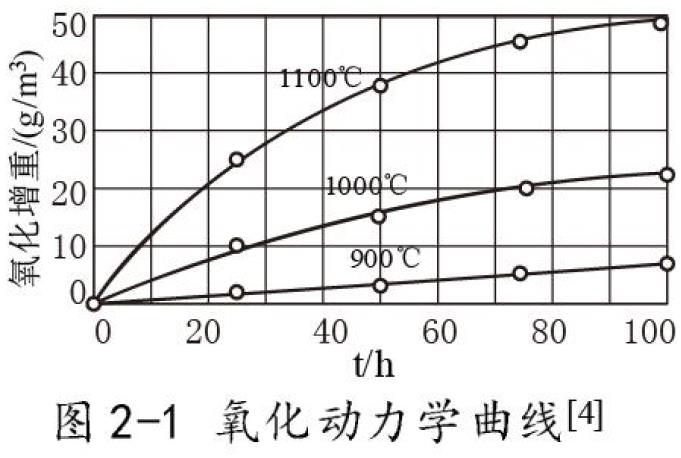
高温氧化动力学曲线件图2-1:
GH3044(GH44)力学性能:
| 执行标准号 | 品种 | 状态 | σb\MPa | δ5/% | φ/% | σb\MPa | δ5/% | φ/% |
| 20℃ | 900℃ | |||||||
| GJB 1952 | 冷轧板 | 固溶1120-1160℃ | 735 | 40 | - | 195 | 30 | - |
| GJB 3020 | 环坯 | 固溶1120-1160℃ | 705 | 40 | - | 195 | 30 | - |
| GJB 3317 | 热轧板 | 固溶1120-1160℃ | 735 | 40 | - | 185 | 30 | - |
| GJB 3318 | 带材 | 固溶1120-1160℃ | 735 | 40 | - | - | - | - |
| GJB 3165 | 棒材 | 固溶1120-1160℃ | 685 | 40 | 45 | 195 | 30 | 40 |
GH44(GH44) 工艺性能与要求
1 .钢锭锻造加热温度为1170℃±10℃,终端温度不低于900℃。板坯轧制加热温度1190℃±10℃,薄板热轧加热温度1130℃±10℃,终轧温度不低于800℃;薄板冷轧总压下率30%左右。
2. 板材具有良好的冲压件工艺性能。冷轧薄板供应状态的极限深冲系数为K极限=2.06。
3.焊接性能 合金具有良好的焊接性能,可以用氩弧焊、点焊、缝焊及钎焊等方法焊接。氩弧焊时熔池流动性较差,但裂纹倾向性较小。接触焊时核心内较易形成结合线伸入及缩孔,一般宜采用较大的电极和较低的焊接速度。合金可与1Cr18Ni9Ti,GH3030,GH3039和GH1140等合金组合进行焊接。
4.GH3044加工过程中零件热处理工艺 :中间热处理温度为1140℃±10℃,保温3~5min,空冷。最终热处理温度根据零件工作条件决定,对要求良好的热疲劳性能的零件与1150℃固溶,保温3~5min,空冷;对要求有较高热强行的零件于1200℃固溶,保温3~5min,空冷。
5 表面处理工艺 在高温下工作的零件可采用W-2珐琅涂层进行有效的保护。
上海禄钧特种合金供应形态:GH3044板材现货供应,GH3044钢带定做/现货,GH3044棒材现货,交货期快,售后服务到位有保障,详询18201861271 陈经理(微信同号),期待与贵司达成长期合作!





